



联系我们

当前位置:
[广元]九冶管业有限公司 >广元当地今日推荐News
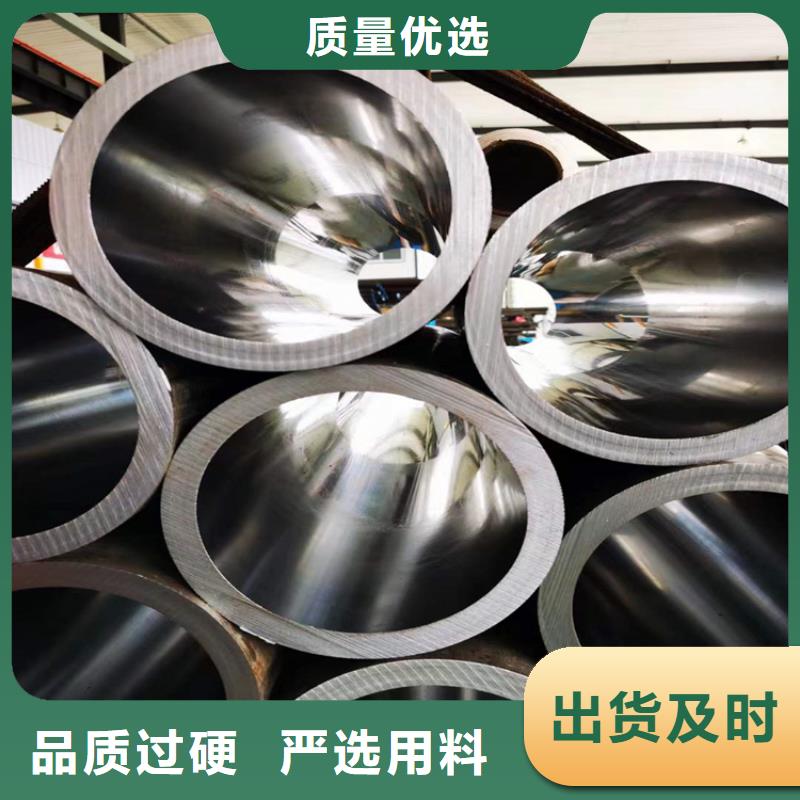
珩磨管【研磨管】保质保量
发布时间:2024-10-06 21:21:41 浏览次数:3 公司名称:[广元]九冶管业有限公司
以下是:珩磨管【研磨管】保质保量的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 6000/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工 油缸 |
| 是否进口 | 否 |
以下是:珩磨管【研磨管】保质保量的图文视频





珩磨管【研磨管】保质保量,四川省广元市九冶管业有限公司为您提供珩磨管【研磨管】保质保量,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,请联系四川省广元市九冶管业有限公司,发货地:开发区丁快工业园发货到四川省 广元市 利州区、元坝区、朝天区、旺苍县、青川县、剑阁县、苍溪县。 四川省,广元市 2022年,广元市地区生产总值1139.78亿元,按可比价格计算,比上年增长0.3%。
为了让您更地了解我们的珩磨管【研磨管】保质保量,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:珩磨管【研磨管】保质保量的图文介绍


不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。珩磨管生产特点的简单介绍珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。



广元九冶管业有限公司生产销售 油缸管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。



有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。



厚壁绗磨管加工内孔一般采用镗削、铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.厚壁油缸管应用:珩磨管(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。



珩磨管的应用1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖, 拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换
珩磨管【研磨管】保质保量,四川省广元市九冶管业有限公司为您提供珩磨管【研磨管】保质保量的资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园。